"Make Something Big" Tips
大型CNCを扱うための基本ガイド

まとめ
- CNCとは?
- CNCの仕組み
- 加工できる材料について
- 安全ガイド
- Shopbotについて
- 基本的なルール
- Tested Values
- 2D (2.5D) デザイン
- 3Dデザイン
CNCとは?
CNC(computer numerically controlled)ルーターは、高速で回転するエンドミルで材料を削り取る機械。Shopbotが代表的。
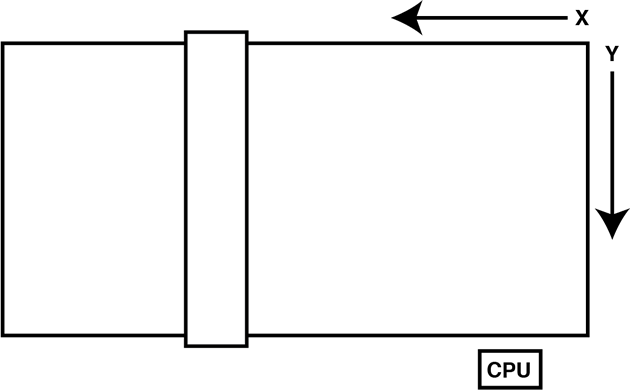
CNCの仕組み
CNCは、どこをどのように切削するかの指示が書かれた加工データを読み込むことで、加工を行う。 エンドミルは、上下に駆動できるスピンドルモーターによって高いRPM(回転数)で回転している。これらの機構が交差する二本の軸によって前後左右に動く。この、X,YそしてZ方向に駆動できる仕組みから、CNCは三軸ルーターとも呼ばれている。 CNCは、2次元図形の切り抜きやエッチングの他、レリーフなどの3次元形状も加工することができる。
加工できる材料について
MDF、ベニヤ、無垢材、スチロール材、樹脂、またアルミなどの柔らかい金属を加工できる。
学習用途としては、ベニヤかスチロール材の使用がおすすめ。
どの材料を使うとしても、あらかじめノギスを使って厚みを測ることが重要。表記の厚みと実際の厚みがぴったり同じなっているとは考えないこと。ほとんどの場合誤差がある
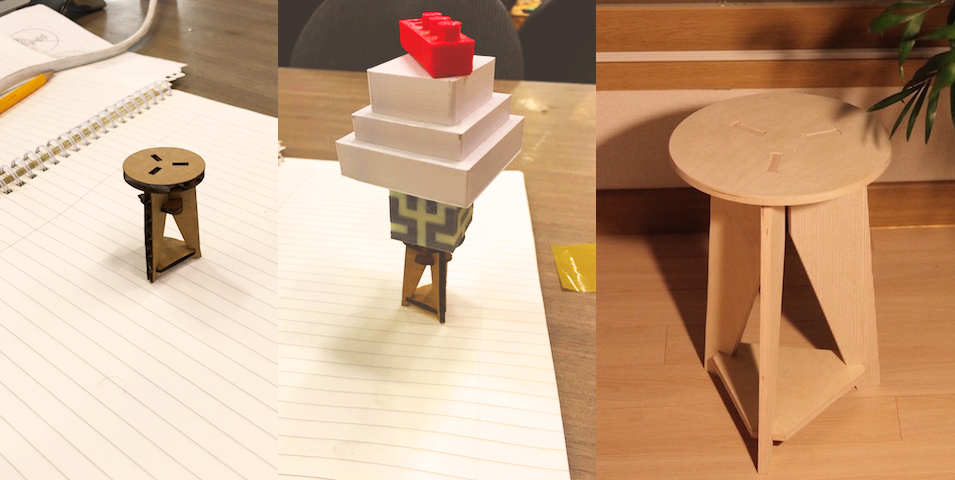
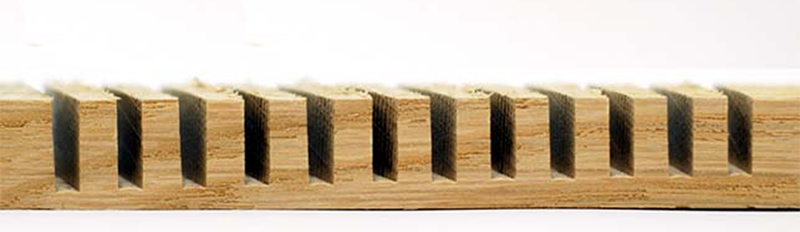
- デザインをつくり込んでいく前に、必ずジョイント部分と、公差のテストを行うこと。

安全ガイド
- 機械が動いているときは決してその場を離れない。また、緊急事態に陥ったらすぐにスペースバーを押して一時停止するか、停止ボタンを押して加工を中止できるように準備しておく。
- 機会が動いている間は、必ず保護メガネを着用し、髪が長い人は後ろで束ねること。
- エンドミルを交換するときは、スピンドルの電源を落とすこと。
- ダストガードを使おう。
- 手袋は禁止。
- 最初に エアカット(空中を切ること) をして、デザインデータが適切か確認する。
- 注意:コレットを綺麗に保つ。屑や欠けらがコレットとビットの間に挟まっていると、ビットが楕円を描いて回転したり、ツールや機材、使用者に危害を及ぼす可能性がある。
普通のメガネは、保護メガネの代わりにはならない。Check this video
Shopbotについて
多くの人が大型のShobpotを使用するだろう。多くのラボがPRSstandard96のShopbotを備えている。そのベッドの大きさは、105” x 49”inch (2.67m x 1.24m)だ。
X軸方向の駆動距離:1220mm
Y軸方向の駆動距離:2440mm
Z軸方向の駆動距離:152mm
コレットサイズ:ER25(3/8インチ)
基本的なルール
良い状態のビットで、適切な負荷で削った場合、削り終わった時のエンドミルの温度は室温と同じになる。
チップロード(Chipload)
チップロードとは金属切削の際に出るチップの厚みのこと
- チップロード(chip load): ~ 0.001-0.010" = 送り速度 (インチ/分) / (RPM x 刃の数)
- ステップダウン(cut depth): ~ tool diameter
ステップオーバー(step-over): ~ tool diameter/2
チップロードが大きすぎると、断面の仕上がりが悪くなる。また、切り出すパーツへの切削負荷が大きくなるため、パーツが動いてしまうことがある。 切削時に特徴的な大きな音が出る
チップロードが小さすぎると、熱がカットツールに伝わり、ビットの寿命が縮む可能性がある。 切削時に特徴的な鋭い音が出る
材料の配置
- デザインデータを作成するときは、材料の端から2~3cm余裕を持たせておく。材料をShopbotのベッドに固定するために打つビスにビットが当たらないようにするため。
- パーツ同士の間隔は、使用するツールの直径によって決まる。(大体2~3cmの間隔を取るのが良い)
- 固定が甘いよりは、しっかり固定しすぎるくらいの方が良い。
ファイル形式
- 2Dデザイン
- Svg
- DXF (old format,like 2004)
- AI (old format,like AI8)
- 3Dデザイン
- STL
- OBJ
加工条件例
加工パラメーターは、実際の材料とエンドミルによって異なる。これらの数値が正解とは限らないので、数値に頼りきるのではなく、調整のための参考として考えてほしい。
ベニヤ
- 2枚刃アップカット(スパイラルビット)
- 12.000-14000rpm
- 送り速度(feedrate): 180 inch/min
- Z方向切込み速度(Plungerate): 90 inch/min
- 1枚刃ダウンカット(スパイラルビット)
- 16000rpm
- 送り速度(feedrate): 80 inch/min
- Z方向切込み速度(Plungerate): 40 inch/min
- ステップダウン(pass depth): ツール径の65%
- 1枚刃ストレートビット
- 14000rpm
- 送り速度(feedrate): 100 inch/min
- Z方向切込み速度(Plungerate): 40 inch/min
- ステップダウン(pass depth): ツール径の65%
スチロール材
- 2枚刃アップカット(スパイラルビット)
- 15000rpm
- 送り速度(feedrate): 240 inch/min
- Z方向切込み速度(Plungerate): 120 inch/min
- 1枚刃ストレートビット
- 18000rpm
- 送り速度(feedrate): 250 inch/min
- Z方向切込み速度(Plungerate): 100 inch/min
- ステップダウン(pass depth): ツール径の120%
HDPE
- 2枚刃アップカット(スパイラルビット)
- 16000rpm
- 送り速度(feedrate): 120 inch/min
- Z方向切込み速度(Plungerate): 40 inch/min
- ステップダウン(pass depth): ツール径の65%
Wax
- 2枚刃アップカット(スパイラルビット)
- 10000rpm
- 送り速度(feedrate): 120 inch/min
- Z方向切込み速度(Plungerate): 30 inch/min
- ステップダウン(pass depth): ツール径の65%
Aluminium
- 2枚刃アップカット(スパイラルビット)
- 12000rpm
- 送り速度(feedrate): 10 mm/sec
- Z方向切込み速度(Plungerate): 5 mm/sec
- ステップダウン(pass depth): 0.5mm
2D (2.5D) デザイン
レーザーカッターのデータ作成に使ったのと同じ2Dデザインソフトが、Shopbotのためのデータ作成にも使える。
ジョイントを作りたい場合は、CNCのあさり幅に注意し、T-bonesやDogBonesというジョイントの種類を用いる
大抵の場合 同じデータをレーザーカッターで切ることができるので、縮小して設計通りにいっているか確認すると良いだろう。
2.5D加工 とは、フィレット加工やポケット加工のように材料を完全に切り抜かない加工のこと。
デザインが完成したら、ツールパス生成ソフト(ModsやFabmodulesなど)を使って、Shopbotの加工データを作成できる。
3Dデザイン
3Dデザインソフトを使って、デザインデータを作成することができる。 二次元加工に比べて、三次元加工は大幅に時間がかかることに留意
3D加工を行う場合、二種類のエンドミルが必要になる。
- フラットエンドミル
- ラウンドエンドミル
スチロール材

スチロール材は、木材などよりも切削時の抵抗が少なく、早くツールを動かすことができるため、木材と比べ早く切削できる。3次元切削を行うなら、スチロール材を使うことをおすすめする。

チョコレート
綺麗に切削することはなかなか難しいが、とても美味しい!

Original tutorial by:
Anna Kaziunas France | v1.0 | 2013
Remixed and updated by Eduardo Chamorro, Fab Lab Seoul 01.2017
Japanese translation by Kai Naito, Fablab Kamakura 02.2019
Licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 3.0 Unported License